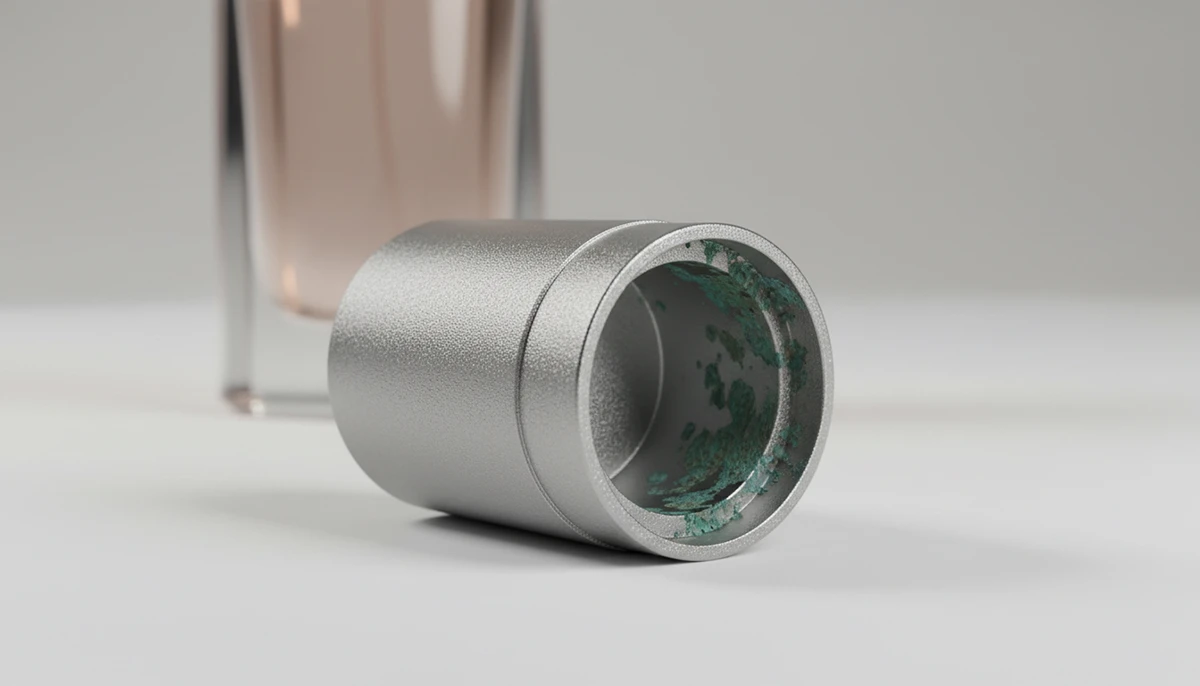
Attention, foreign trade customization professionals: A fragrance company in Guangzhou customized matte sandblasted zinc alloy perfume caps for a French client without an inner wall coating. Green corrosion appeared within two weeks, resulting in the return of the entire batch and a compensation of $15,384! Zinc alloy perfume cap corrosion is a high-incidence pitfall in foreign trade customization. Wbmetal has handled dozens of similar cases. This article analyzes the causes and shares prevention strategies to help you avoid such losses.
What Causes Green Corrosion on the Inner Wall of Zinc Alloy Perfume Caps?
The green corrosion is caused by the reaction between the zinc alloy and the alcohol and organic acids in the perfume, generating corrosion products such as basic zinc carbonate. Zinc alloy itself has poor corrosion resistance and must rely on surface treatment for protection. If the plating thickness is insufficient (nickel layer at least 8 μm, chromium layer 0.3μm) or has pinholes, the acidic perfume (pH 4-6) will penetrate the plating and form a galvanic cell reaction with the aluminum and magnesium in the zinc alloy. Matte sandblasting makes it even worse, as it destroys the dense oxide layer, increases the specific surface area, and accelerates the corrosion process.
Can Zinc Alloy Perfume Caps Directly Contact Daily Chemical Liquid Products?
Zinc alloy perfume caps cannot directly contact daily chemical liquid products. In the aforementioned case, the fragrance trading company experienced green corrosion on the inner wall after two weeks of contact with the perfume because no inner wall coating was applied. Peers in the Alibaba business circle have tried filling essence directly, and clients reported pitting. The issue was later resolved only by adding a plastic inner liner or spraying food-grade resin.
Must the Inner Wall of Zinc Alloy Perfume Caps Have an Anti-Corrosion Coating?
The inner wall of zinc alloy perfume caps must have an anti-corrosion coating. For example, clients exporting to Europe often require the ISO 9227 salt spray test for 48 hours and compliance with REACH regulations, which necessitates the use of an inner wall anti-corrosion coating process. The industry should also ensure that the anti-corrosion performance meets standard requirements. If it is not done or not handled properly, the caps will rust upon contact with the perfume. Alternatively, a plastic inner liner that is resistant to corrosion, chemicals, and alcohol can be fitted to the inner wall.
How to Avoid Corrosion Risks in Custom Zinc Alloy Perfume Caps?
| Prevention Stage | Specific Measures |
|---|---|
| Base Material Selection | Select high-purity zinc alloy with Zn≥96% to reduce corrosion risks caused by impurities. |
| Pre-treatment | Thorough degreasing and adding an impregnation sealing process to prevent electroplating solution from seeping into pores. |
| Surface Protection | The inner wall must undergo trivalent chromium passivation + nano-sealing or inner wall vacuum electroplating + nano-coating (cost increases by 30%). |
| Factory Inspection | Pass the GB/T10125 salt spray test (ensure no corrosion for 48h) and ASTM B809 hydrogen sulfide test. Stipulate in the procurement contract that the supplier must provide a coating adhesion test report (Zhihu high). |
| Storage and Packaging | Maintain humidity ≤40% and add desiccants to prevent moisture from accelerating corrosion. |


