In our daily lives, we can see a great variety of hardware products, such as those made of zinc alloy, aluminum alloy, or magnesium alloy. Some of these products are manufactured through the die-casting process. So, do you know what the die-casting process is? Let's introduce it today.
Die-casting is actually a metal casting process, whose principle is similar to that of injection molding. It involves injecting molten metal under high pressure into the cavity of a mold to cast the desired shape. The die-casting process is mainly divided into two methods: hot-chamber die-casting and cold-chamber die-casting.
In hot-chamber die-casting, the molten metal is poured into the pressure chamber either manually or automatically, and then the solution is injected into the mold by pressure. In cold-chamber die-casting, the metal in the melting pool is continuously heated to keep it in a liquid state. When pressure is applied to the melting pool, it will push the molten metal into the mold cavity. After waiting for it to solidify, the die-casting mold is opened and the casting is taken out, thus completing a die-casting part.
|
The die-casting process mainly includes steps such as mold closing, pouring, injection, pressure maintaining, and mold opening and ejection. The details are as follows:
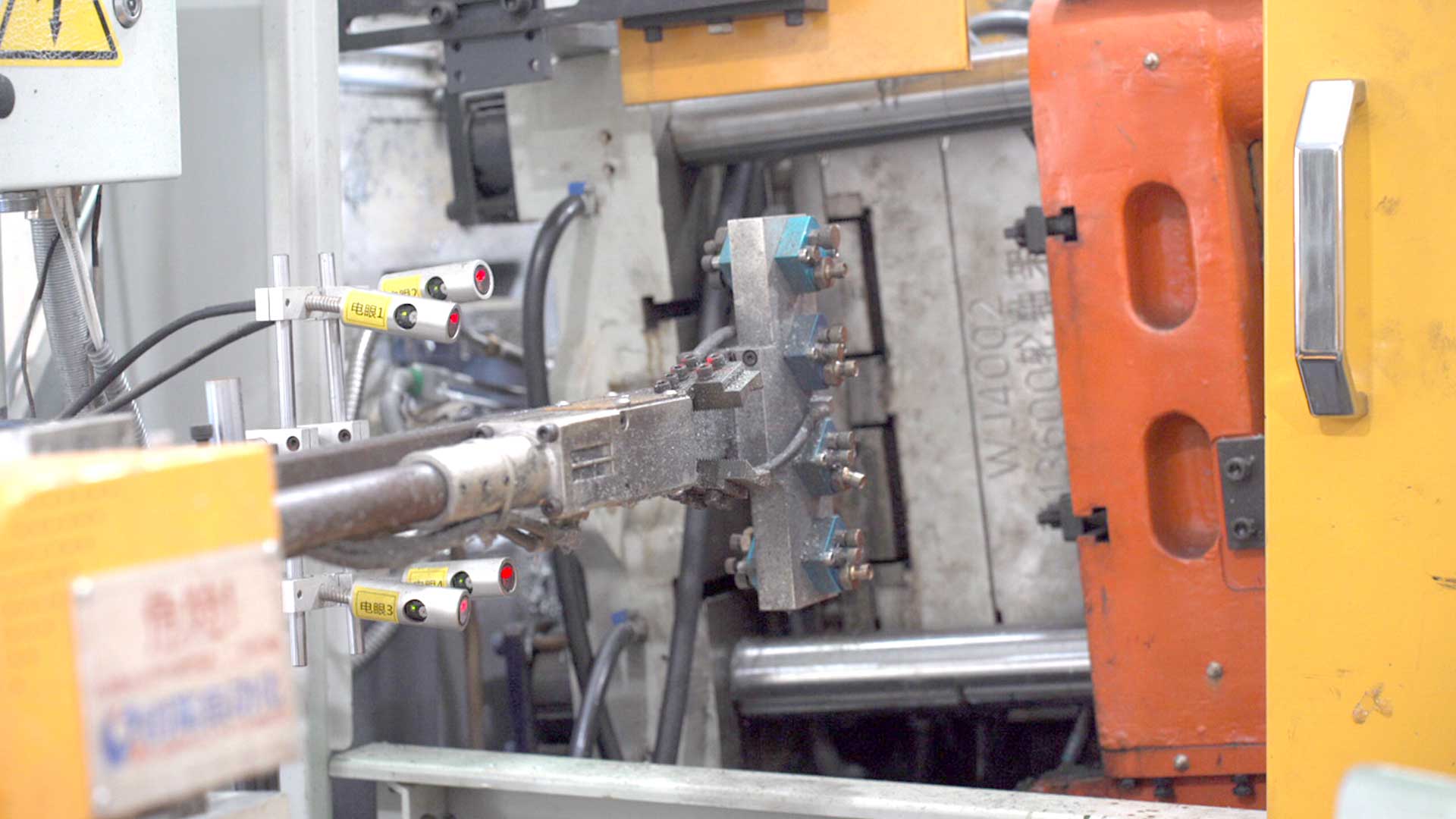
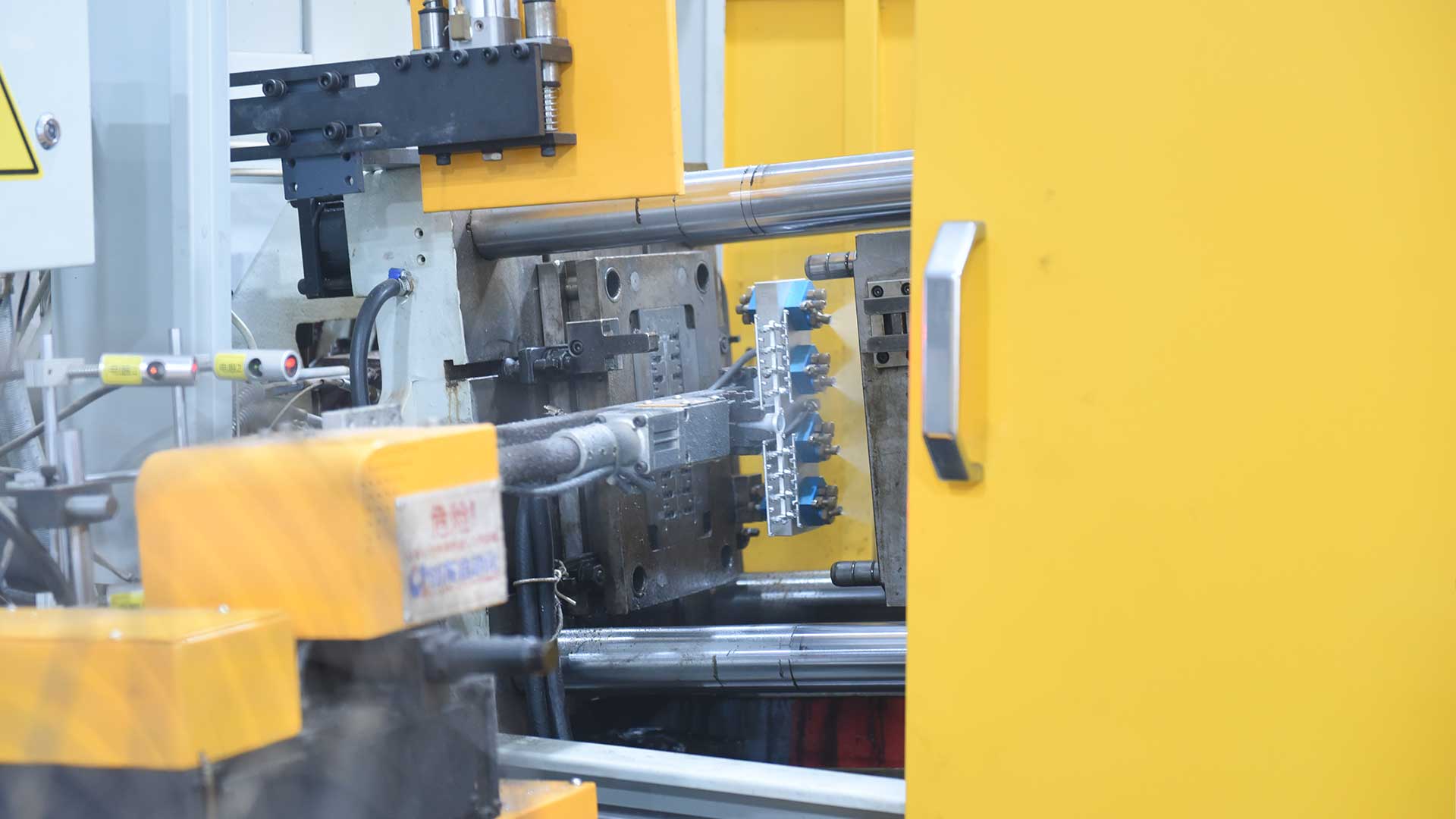
The moving mold and the fixed mold of the die-casting machine close to form a closed cavity, preparing for the subsequent injection of molten metal.
|
The molten metal is injected into the cavity through the pouring system. The pouring system usually includes parts such as the gate and the runner, and its function is to guide the molten metal to enter the cavity smoothly and quickly, ensuring that the molten metal can fill the entire cavity.
The piston pushes the molten metal to quickly fill the cavity under high pressure. The pressure in this process is very high, usually ranging from several megapascals to dozens of megapascals or even higher. The purpose is to enable the molten metal to quickly and evenly fill every corner of the cavity and compact the molten metal, reducing defects such as pores and shrinkage cavities inside the casting.
The injection piston continues to maintain a certain pressure to make the molten metal crystallize and solidify under pressure. The length of the pressure maintaining time is determined according to factors such as the material, shape, and size of the casting, usually ranging from a few seconds to dozens of seconds. The purpose of pressure maintaining is to ensure that the casting can be fully fed during the solidification process, reducing defects such as shrinkage holes and shrinkage cavities, and improving the density and mechanical performance of the casting.
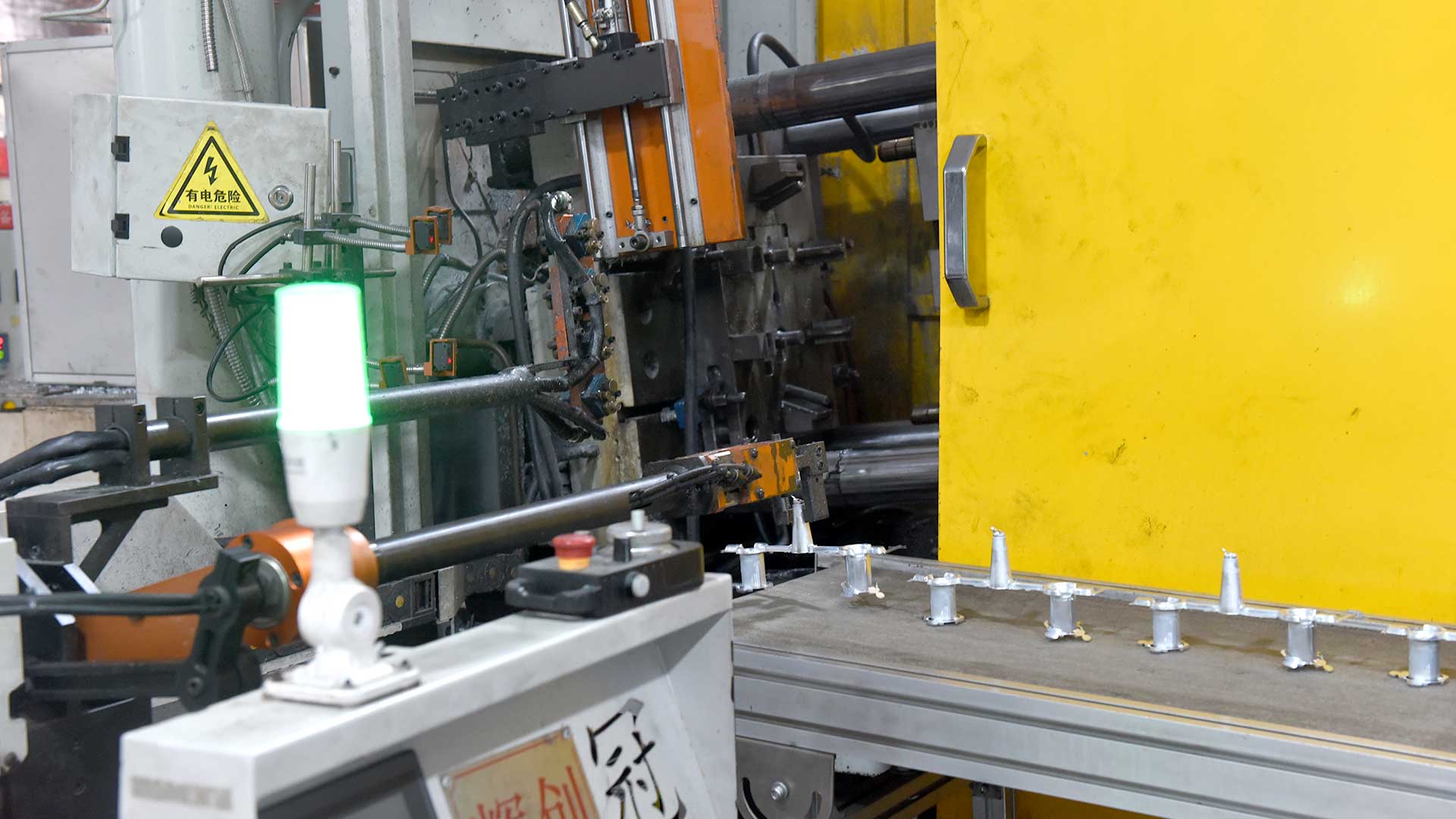
When the casting has solidified and formed, the moving mold and the fixed mold are separated, and the casting is ejected from the cavity by the ejection mechanism. The casting is then taken out, completing a die-casting cycle.
|
In actual production, post-processing treatments such as trimming the gate marks, deburring, grinding, and polishing are also required for die-castings to improve their surface finish and dimensional accuracy. For those with high requirements for appearance, surface treatments such as spraying paint or powder coating are also needed to make the die-castings more aesthetically pleasing and durable.
Copyright © 2023 :Worldbound Precision Metal Products Co.,LTD